Tools





7MP Management and Planning Tools
8QC Traditional Quality Control Tools
Failure Mode, Effects, and Criticality Analysis
Maintainability and Availability
Process Decision Program Charts
Repeatability
The total variation contributed by Repeatability; also known as Equipment Variation
When the Number of trials < 10:
When the Number of trials ≥ 10:
where:
Ordinate is the specified Sigma Level (usually 2.575 for Gage R&R analysis)
d2* is based on the sample size n = the number of trials and number of samples k = the number of Appraisers times the number of parts. Typical values are 1.130 for 2 trials and 1.689 for 3 trials, which assumes k is large.
C4 is based on the sample size n = the number of trials
Notes:
1. Some authors, including AIAG, refer to the quantity (2*Ordinate/ d2*) as K1 (4.56 for 2 trials; 3.05 for 3 trials).
2. Complete tables for d2* values may be found in A.J. Duncan, Quality Control and Industrial Statistics, 1965, Third Edition Richard D. Irwin, Homewood, Illinois. Table D3, pg. 910.
3. Some authors, including AIAG, refer to the quantity (2*Ordinate/ c4) as K3
4. The Repeatability Standard Deviation is simply EV/(2*Ordinate)
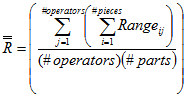
R-doublebar (s-doublebar) is the average of the between trial ranges (standard deviations) of the selected Appraisers for all selected parts:
% EV is calculated using the Total Variation (TV):
![]()
% EV may also be calculated using the Part Tolerance:
![]()
where USL is the Upper Specification Limit and LSL is the Lower Specification Limit
Learn more about the Quality Improvement principles and tools for process excellence in Six Sigma Demystified (2011, McGraw-Hill) by Paul Keller, or his online Green Belt certification course ($499).
