Tools




Concepts
Interpretation & Calculations
Histograms, Process Capability
Applications
Key Success Factors for the Implementation of SPC
How to Study Process Capability
SPC to Improve Quality, Reduce Cost
Use Of SPC To Detect Process Manipulation
Statistical process control defined
The following is an excerpt on SPC implementation and the Six Sigma quality improvement tools from The Six Sigma Handbook: Fourth Edition by Paul Keller and Thomas Pyzdek (McGraw-Hill, 2014).
See also preceding paragraphs: Common and Special Causes of Variation
Statistical Process Control - the use of valid analytical statistical methods to identify the existence of special causes of variation in a process.
The basic rule of statistical process control is: Variation from common-cause systems should be left to chance, but special causes of variation should be identified and eliminated.
This is Shewhart's original rule. However, the rule should not be misinterpreted as meaning that variation from common causes should be ignored. Rather, common-cause variation is explored "off-line." That is, we look for long-term process improvements to address common-cause variation.
Figure 7.7 illustrates the need for statistical methods to determine the category of variation.
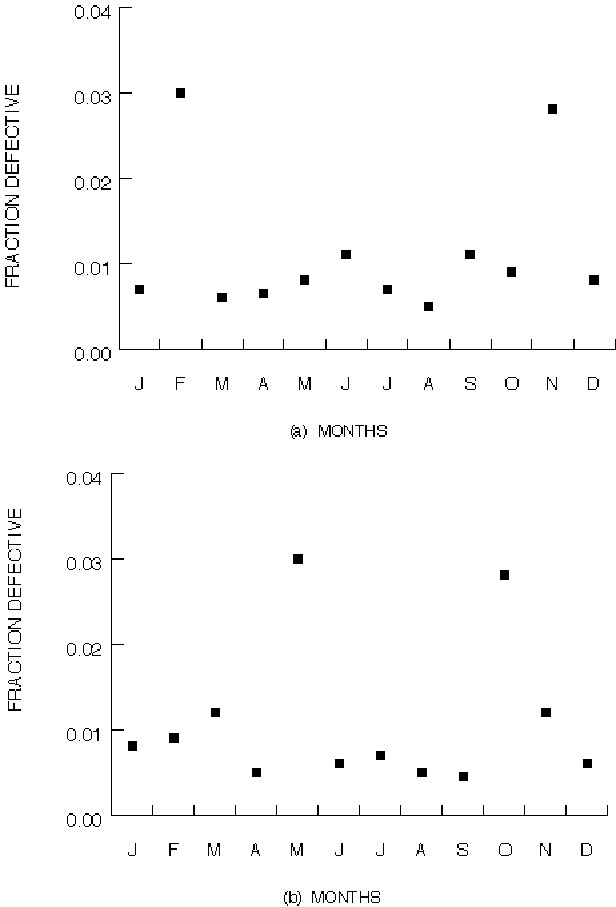
Figure 7.7. Should these variations be left to chance?
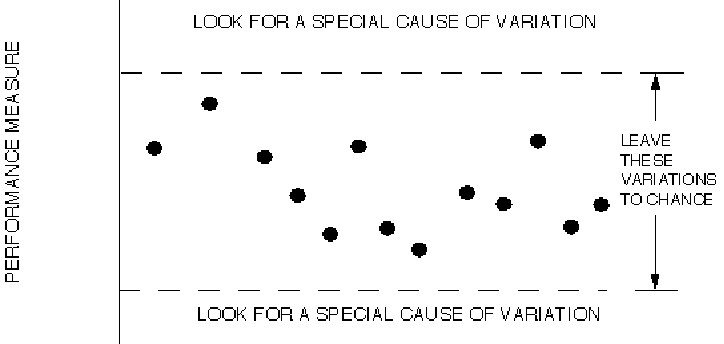
Figure 7.8. Types of variation. (From Economic Control of Quality of Manufactured Product, p. 13. Copyright 1931, 1980 by ASQC Quality Press. Used by permission of the publisher).
The answer to the question "should these variations be left to chance?" can only be obtained through the use of statistical methods. Figure 7.8 illustrates the basic concept.
In short, variation between the two "control limits" designated by the dashed lines will be deemed as variation from the common-cause system. Any variability beyond these fixed limits will be assumed to have come from special causes of variation. We will call any system exhibiting only common-cause variation, "statistically controlled." It must be noted that the control limits are not simply pulled out of the air, they are calculated from actual process data using valid statistical methods. Figure 7.7 is shown below as Figure 7.9, only with the control limits drawn on it; notice that process (a) is exhibiting variations from special causes, while process (b) is not. This implies that the type of action needed to reduce the variability in each case are of a different nature. Without statistical guidance there could be endless debate over whether special or common causes were to blame for variability.
See also: Responding to Special Causes of Variation
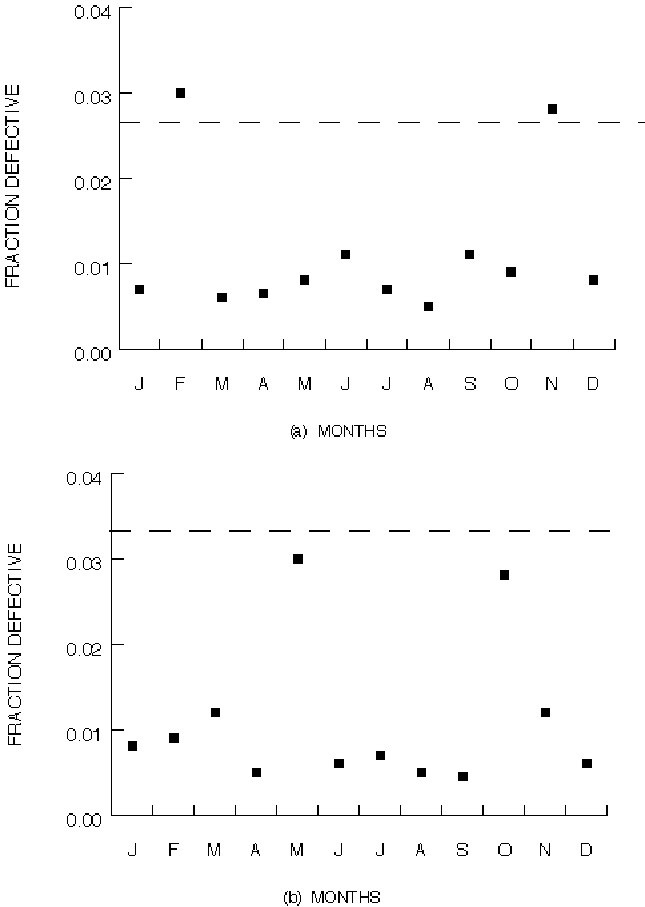
Figure 7.9. Charts from Figure 7.7 with control limits shown. (From Economic Control of Quality of Manufactured Product, p. 13. Copyright 1931, 1980 by ASQC Quality Press. Used by permission of the publisher).
Learn more about the SPC principles and tools for process improvement in Statistical Process Control Demystified (2011, McGraw-Hill) by Paul Keller, in his online SPC Concepts short course (only $39), or his online SPC certification course ($350) or online Green Belt certification course ($499).
